





關鍵詞 |
新款一體化閘門,淮北一體化閘門,新款一體化閘門,供應一體化閘門 |
面向地區 |
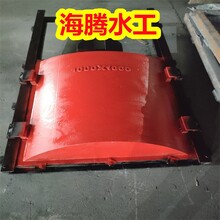
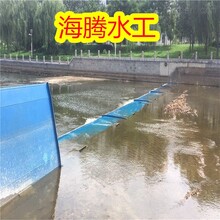
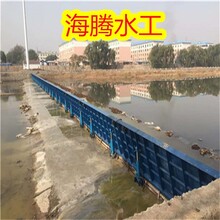
鑄鐵鑲銅方閘門主要性能指標: a)閘門密封面配合間隙≤0.1㎜,密封座厚度大于10㎜。 b)密封面每米長度滲水量:正向≤0.7L/min ·m 反向≤1.25L/min ·m c)公稱壓力≤0.1Mpa;密封試驗壓力0.1Mpa。 d)工作環境:溫度-20℃~120℃ 濕度:95% 工作介質:水與污水PH值:5~10 e)安裝位置:正常狀態下正向迎水、處于鉛垂狀態。 f)大工作水頭:單向受壓:正向:10m 反向:5m 雙向受壓:均為10m g)啟閉速度:不小于0.2m/min,不大于1.5m/min。 h)閘框距邊壁距離≥300㎜,距池底距離≥150㎜~250㎜。
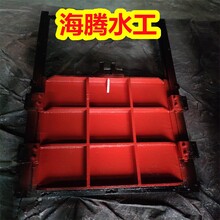
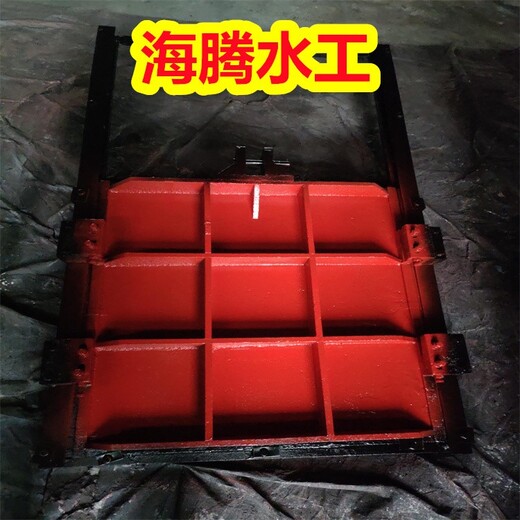
鑄鐵閘門一般由門葉和門框兩部分組成門體和門框的材料 為鑄鐵一般整體鑄造、整體加工。門體一般采用面板與加強肋的結構 面板可做平面或拱形 。門體一般整體鑄造和機加工但尺寸較大的可 采用分塊組成式。門體上一般采用整體式金屬止水兼作支承滑塊金屬止水用同材料制作的沉頭螺釘緊固在門體上螺釘頭部與止水工作 面一起精加工。門框為鑄鐵閘門與基礎之間的接構件相當于平面鋼閘門的埋高部分。門框包括下 部門框和上部導軌兩部分。下部門框一般整體鑄造加工導軌可用螺 栓螺釘與門框相接或與下部門框整體鑄造在門體 開 啟 到 高 位置時導軌的應門體的水平中心線 。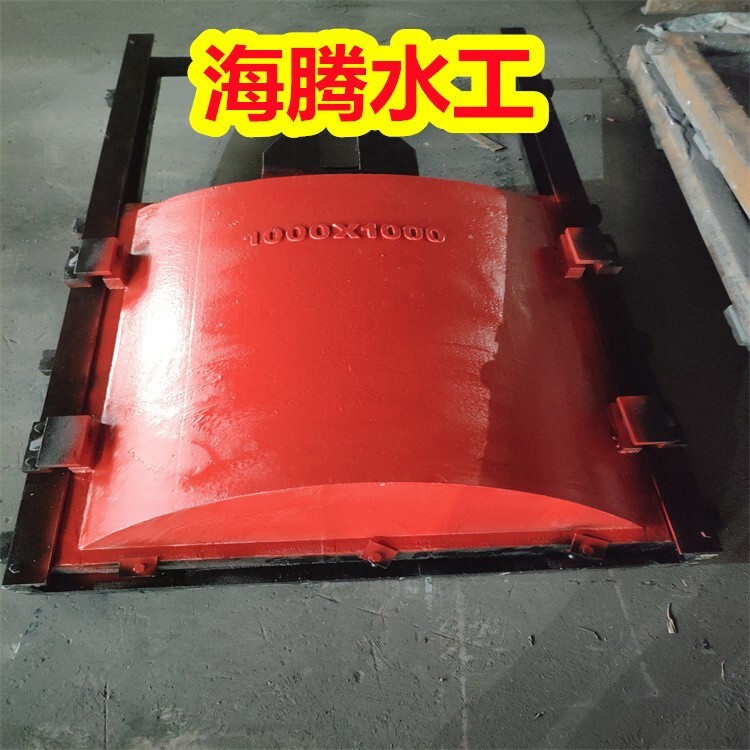
鑄鐵閘門安裝閘門要求: 1、一體安裝閘門在進行安裝工作之前,對各個部件進行復查工作。 2、分體安裝閘門組成整體后,這些設備每個尺寸,都要按有關規定進行復查,節間如采螺栓連接,則螺栓均勻擰緊,節間橡皮壓縮量符合圖紙規定,節間如采焊接,則焊接前編制焊接工藝規程,焊接時變形。 3、閘門止水橡皮螺孔按門葉或止水壓板上螺孔位置來確定,然后進行沖孔或鉆孔,孔比螺栓直小1mm左右就算不錯了,不要燙孔。當螺栓均勻擰緊后,其端頭低于止水橡皮表面8mml以上才算合格。 4、閘門止水橡皮表面光滑平直,不得盤折存放。其厚度允許偏差為±;1mm,其余外形尺寸允許偏差為設計尺寸2。 5、閘門止水橡皮接頭采生膠熱壓等膠合就是一個幫不錯選擇,膠合接頭處不得有錯位、凹凸不平和疏松現象。 6,閘門止水橡皮安裝后,兩側止水心距離和頂止水心至底止水底緣距離偏差均不超過±;3mm,止水不平度不超過2mm。平面鑄鐵閘門處于工作部位后,止水橡皮壓縮量符合圖紙規定,其允許偏差為-1+2mm。 7,單吊點閘門作靜平衡試驗,將平面鑄鐵閘門吊離地面100mm,通過滾或滑道心測量上、下游與左、右方向傾斜度不超過門高1/1000,且不大于8mm。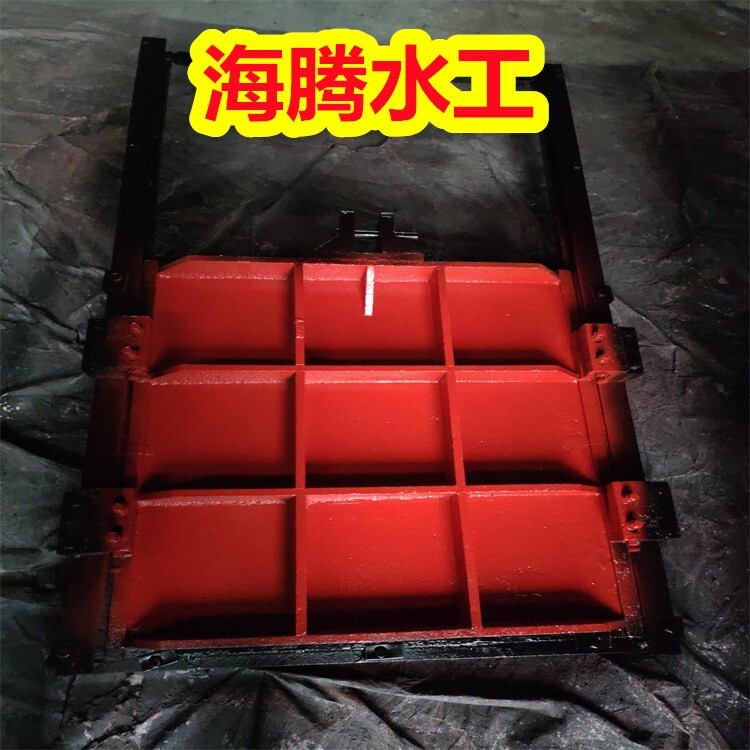
鑄鐵閘門安裝前的準備: 1、查看發貨清單,清點貨物數量及緊固件、備件等數量是否與清單一致,同時做好貨物的保管工作。未安裝前門體水平放置,防止門體變形而影響止水效果,同時絲桿以及聯接桿不可受力彎曲。 2、查看安裝資料(如安裝圖、合格證、使用說明書等)是否。 3、對設備在運輸過程中的變形及損壞要進行全面的檢查和修復。 4、檢查土建尺寸、預埋件及預留孔等是否符合要求。 5、安裝工作人員應全部到場,并準備好安裝時必需的設備(如:吊車、焊機、腳手架等)、安裝工具及測量工具等。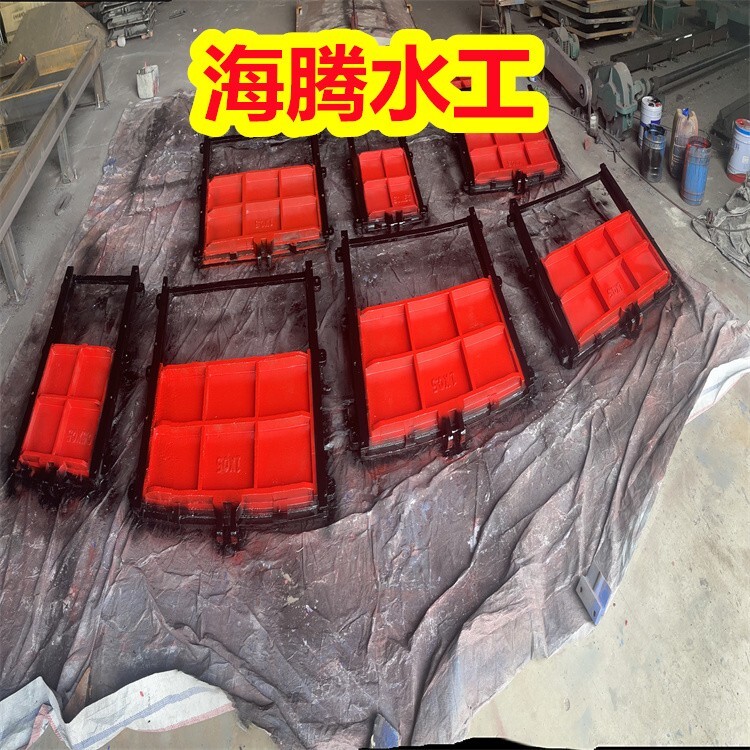
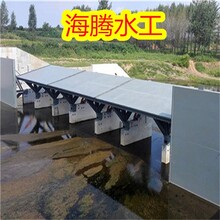
本閘門的制造加工符合建設部CJ/T300-1992標準和美國AWWA標準。廣泛應用于市政、石油、化工、電站、冶金、煤炭、輕工、食品、制藥、水利、污水處理等給排水工程中。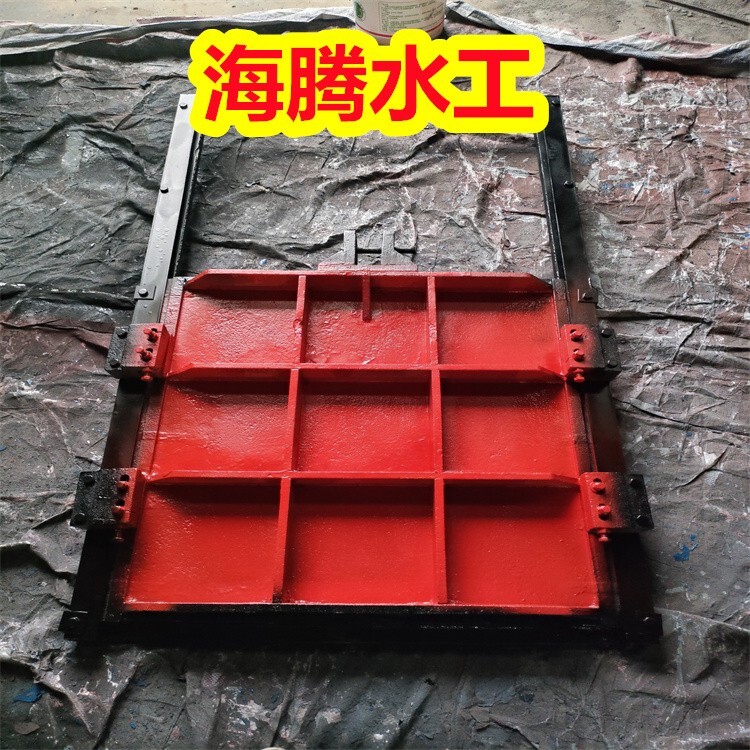
根據閘門結構的組合,閘門分為兩種:整體式和組裝式。 小型閘門通常制成一件,但機械安裝條件較差的建筑安裝點的閘門也可以組裝,以方便人工運輸。 中型及以上尺寸的大門通常可以組裝。
| 主營行業:啟閉機 |
| 公司主營:啟閉機,鋼制閘門 |
| 企業類型:私營獨資企業 |
| 公司成立時間:2022-03-18 |
| 經營模式:生產型 |
| 公司郵編:051730 |
濟寧本地一體化閘門熱銷信息