卡盤直徑500mm夾持長度3000mm激光功率6000-12000W送粉方式同軸負壓氣載式送粉激光器半導體/光纖激光器激光波長 900-1100nm卡盤與尾座之間載重>2T聚焦光斑圓形光斑、方形光斑冷卻方式 智能雙溫雙控,20-40℃控制方式工控機+3軸控制系統主軸轉速0-100r/min
高速激光熔覆過程中影響加工的八大參數
1、激光功率:單位時間內激光器輸出的能量。高速激光熔覆一般采用KW級激光器,如LT-3KW、LT-4KW等,市場應用廣泛,能夠滿足大部分領域的需求。
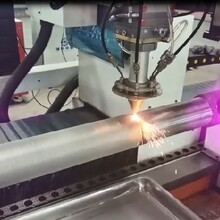
2、光斑形狀:光斑形狀是影響熔覆質量的一個重要因素,光斑形狀由激光器的光學系統決定。激光光束從送粉器射出后,經過掃描系統,再到基板上,在不同的位置形成不同的光斑。光斑形狀直接影響著熔覆效果和成形質量。常見的光斑形狀分為圓形和矩形兩種,用戶根據加工對象的特點選擇使用。
3、光斑大小:光斑大小是指光束被掃描到基板表面的面積。激光熔覆過程中,激光能量聚集在熔覆層的中央,然后通過輻射向周圍發散,光斑大小主要影響光功率密度,即單位面積的光能。相同功率條件下,光斑尺寸越小,光功率密度越大,高功率密度光斑適用于高包層。熔點金屬粉末。
4、 加工距離:也叫搭接率,是指激光熔覆時,激光束從熔池中吸收熱量所需的距離。激光熔覆過程中,光斑距離是影響熔覆質量的重要因素。在實際加工中,當光斑距離在3-5 mm范圍內變化時,熔覆層質量良好,因此光斑距離一般控制在3-5 mm。
5、搭接率:搭接率是指熔覆金屬粉末與基板的搭接率。搭接率是影響熔覆層表面粗糙度的一個重要參數。熔覆材料與基板之間的搭接率越大,越容易獲得粗糙度較低的熔覆層表面。
光斑直徑增大時,激光束能量密度提高,熔池受熱變寬,熔化速度加快,在基板上產生較多的小孔。
搭接率提高,熔覆層表面粗糙度降低。但搭接部分的均勻性很難得到。每道熔覆層之間相互搭接區域的深度與每道熔覆層正中的深度有所不同,從而影響了整個熔覆層。高速熔覆的搭接率高達70%-80%(普通熔覆的搭接率為30%-50%)。
6、熔覆速度:熔覆線速度和熔覆面積率都可以表示熔覆速度。實測中物力拓高速激光熔覆線速度為20m/min-50m/min,熔覆厚度為0.2-0.6mm時,熔覆效率為0.6-1.2平方米/小時。
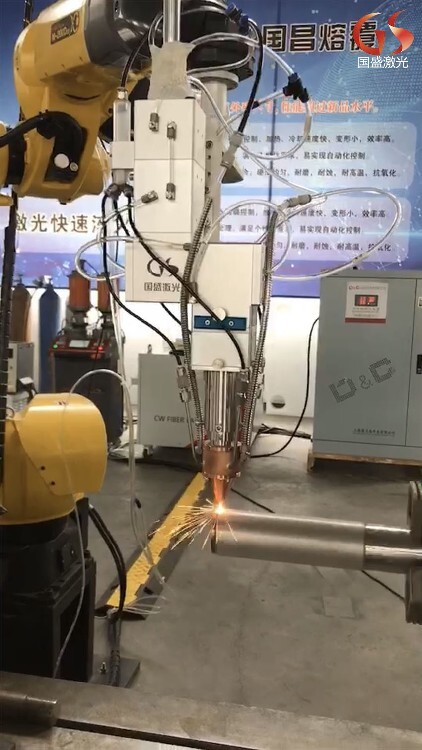
7、送粉方式:高速激光熔覆中的送粉器是激光熔覆質量的關鍵。高速激光熔覆的送粉方式主要有環形送粉和中心送粉。中心送粉比環形送粉粉末利用率高,但設計難度大,需要用圓環圍住橫梁。送粉管一周。目前市場上有很多圓形送粉應用。
8、保護氣體壓力:高速激光熔覆過程中,基體與熔覆材料之間很容易氧化,熔覆材料中含有的氧化物,會導致基體材料表面發黑、發暗、變硬,嚴重影響了工件表面質量。為避免熔覆材料氧化,需對工件進行保護。高速激光熔覆可在保護氣體下進行,一般采用氮氣或氬氣作為保護氣體,主要用于送粉,在激光熔覆池周圍形成保護區域,減少氧化。
激光熔覆設備的選型策略
選擇激光熔覆設備時,需要綜合考慮以下幾個方面:
1、明確工藝要求:明確你的工藝要求,包括熔覆材料的種類、熔覆層的厚度和寬度、熔覆速度、生產效率等要求。這些要求將直接決定所需激光熔覆設備的配置和性能。
2、比較不同品牌和型號:市場上有許多不同品牌和型號的激光熔覆設備可供選擇。選擇時,您可以通過比較不同品牌、型號的性能指標、用戶評價、售后服務等因素,選擇符合您工藝需求的設備。
3、現場檢查和試用:在選擇激光熔覆設備時,好對設備進行現場檢查和試用。通過現場考察,了解設備的外觀、結構、運行環境;通過試用設備,您可以親身體驗其操作便捷性、穩定性、熔覆效果等性能。這將幫助您更全面地了解您設備的實際情況,從而做出更明智的選擇。
4、考慮成本和:在選擇激光熔覆設備時,還需要考慮成本和。激光熔覆設備的價格根據品牌、型號、配置等因素而有所不同。選擇時需要根據自己的預算和預期效益進行權衡,選擇的設備。同時,還需要考慮設備維護成本、耗材成本、運行成本等因素,以設備長期穩定運行和盈利。
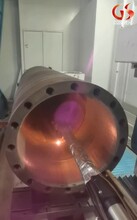
高壓電機軸瓦位激光熔覆修復的優勢
1、修復精度高:激光熔覆技術可以實現微米級的修復精度,確保軸瓦位尺寸的恢復和表面質量的提升。
2、熱影響小:激光熔覆過程中,激光束與材料的作用時間短,熱影響區小,降低了對基材性能的影響。
3、涂層性能:通過選擇適當的涂層材料,可以獲得的耐磨、耐腐蝕等性能,延長電機使用壽命。
4、修復:激光熔覆技術具有較高的修復速度,可快速完成軸瓦位的修復工作,減少停機時間。
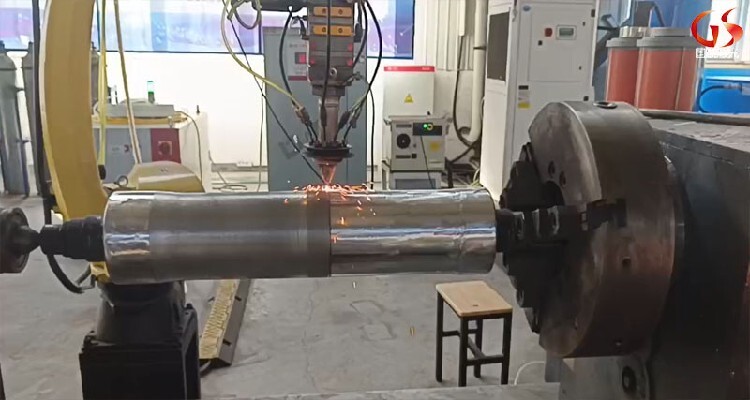
高壓電機軸瓦位激光熔覆修復的實施步驟
1、表面預處理:對軸瓦位表面進行清潔、除銹、除油等處理,確保表面無雜質和油污,以提高涂層與基材的結合力。
2、涂層材料選擇:根據軸瓦位的工作環境和性能要求,選擇合適的涂層材料,如耐磨、耐腐蝕的合金粉末等。
3、激光熔覆過程:將涂層材料均勻鋪設在軸瓦位表面,利用高能激光束進行熔化、凝固和冶金結合。通過控制激光束的能量和掃描速度,實現涂層的均勻性和致密性。
4、后處理與檢測:對熔覆后的軸瓦位進行冷卻、清理和表面質量檢測,確保修復效果滿足使用要求。