8年
15229380861 1011593785
微信在線
關(guān)鍵詞 |
Poliangolar六方鉆,意大利Poliangolar,,Poliangolar四方鉆 |
面向地區(qū) |
用途 |
金屬切削 |
|
加工定制 |
是 |
是否標(biāo)準(zhǔn)件 |
標(biāo)準(zhǔn)件 |
是否涂層 |
涂層 |
是否庫存 |
庫存 |
是否批發(fā) |
批發(fā) |
樣品或現(xiàn)貨 |
現(xiàn)貨 |
適用機(jī)床 |
多款供選 |
材質(zhì) |
高速鋼 |
Poliangolar旋轉(zhuǎn)拉刀加工類型:
擺式拉削如今日益普及,這要?dú)w功于 Paolo Bremi 在 20 世紀(jì) 60 年代初的發(fā)明(工業(yè)發(fā)明專利可以追溯到 1965 年)。從一開始,該應(yīng)用主要涉及六角形和方形槽的加工,例如內(nèi)六角扳手的套筒或聯(lián)軸器的套筒。隨后,技術(shù)發(fā)展也使多邊形座椅(規(guī)則和不規(guī)則)和梅花扳手成為可能。隨著技術(shù)的進(jìn)步,增加了齒形、滾花、肋形和漸開線輪廓的創(chuàng)建:因此,用于生產(chǎn)各種尺寸的齒輪的齒輪輪廓的需求不斷增加。

意大利Poliangolar旋轉(zhuǎn)拉刀加工參數(shù):
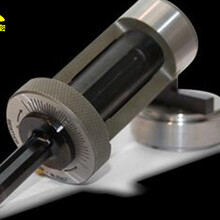
方向/對(duì)準(zhǔn)桿
定向桿用于將拉刀定向或?qū)?zhǔn)工件。
當(dāng)在刳刨機(jī)上使用時(shí),該設(shè)備在機(jī)器主體旋轉(zhuǎn)時(shí)將拉床的刀架鎖定在止動(dòng)桿上。
在車床上,杠桿使拉刀和待加工工件一起旋轉(zhuǎn),而設(shè)備主體保持靜止。
圈數(shù)和進(jìn)度
影響加工速度和進(jìn)度的因素有很多,包括材料、預(yù)鉆孔直徑和待加工型材的形狀。
在工件和刀具接觸的初始階段,好將轉(zhuǎn)速設(shè)置在 50 到 100 rpm 之間(前進(jìn)可以保持在加工速度),直到拉刀完全進(jìn)入工件:它們就足夠了10 毫米六角形深度為 0.5 毫米。然后您可以將汽車調(diào)至推薦的轉(zhuǎn)速。
此措施將避免在工件表面上跳動(dòng),并降低刀具碎裂或破損的風(fēng)險(xiǎn)。
根據(jù)您的具體應(yīng)用,請(qǐng)聯(lián)系 Poliangolar 了解工作參數(shù)。
通過降低進(jìn)給速度可以獲得更好的工件光潔度。
退出工件時(shí)縮回刀具時(shí),使用 2 或 3 毫米/轉(zhuǎn)的進(jìn)給速度,保持相同的轉(zhuǎn)數(shù)。

意大利Poliangolar旋轉(zhuǎn)拉刀技術(shù)支持
提供了使用擺式拉削成功創(chuàng)建各種多邊形(內(nèi)部槽和外部輪廓)的一些基本規(guī)則和注意事項(xiàng),這需要使用兩個(gè)組件:拉削裝置(刀架)和“工具(拉刀)” 。
擺拉削工藝可以在任何機(jī)床上進(jìn)行,無論是傳統(tǒng)機(jī)床(手動(dòng)車床)還是 CNC 數(shù)控機(jī)床。
區(qū)別是,在車床上,Poliangolar 裝置是靜止的,待加工的工件旋轉(zhuǎn),反之亦然,在加工中心和銑床上,該裝置在機(jī)床主軸中旋轉(zhuǎn),而工件是靜止的。
Poliangolar沖頭、四方?jīng)_頭、六方?jīng)_頭涂層:
Poliangolar 根據(jù)客戶和相關(guān)機(jī)械行業(yè)多樣化的需求提供工具的設(shè)計(jì)和生產(chǎn)服務(wù)。
憑借我們 60 年經(jīng)驗(yàn)中積累的技術(shù)準(zhǔn)備,我們根據(jù)客戶的圖紙并按照 DIN、ANSI、Cuna、SAE 標(biāo)準(zhǔn)制造特殊型材的工具。制造和的非標(biāo)工具,交貨時(shí)間僅需幾個(gè)工作日。
在重型加工的情況下,Poliangolar 刀具還可配備 TIN-PVD 涂層:適用于加工軟材料,可減少刀具磨損和卡住傾向。
對(duì)于磨料和高硬材料的加工,我們建議采用“POLY”涂層,特別適合加工不銹鋼和強(qiáng)熱負(fù)荷的情況。
意大利Poliangolar沖頭、四方?jīng)_頭、六方?jīng)_頭常見問題解決方案
1.該工件被推入機(jī)器中可能的原因
該部件未正確固定。
使用合適的夾頭。
2.拉刀碎屑/壽命很短。可能的原因
夾具偏離工件中心安裝。
未正確準(zhǔn)備零件。
速度和進(jìn)度不準(zhǔn)確。
確保機(jī)床居中。
確保預(yù)孔足夠?qū)捄蜕睢?br />
調(diào)整速度和進(jìn)給,減少工件與拉刀次接觸時(shí)的轉(zhuǎn)數(shù)。
3. 加工不居中/齒在一側(cè)較寬可能的原因
夾具偏離工件中心安裝。
該部件彎曲。
確保機(jī)床居中。
在工件與拉刀次接觸期間,將速度降低至 50-100 RPM(進(jìn)給量相同)。
支撐工件,使其不會(huì)彎曲。
4.芯片保留在工件的底部可能的原因
排氣槽缺失。
開始拉削之前,在工作深度末端添加一個(gè)退刀槽。可以在拉削結(jié)束時(shí)使用與預(yù)鉆孔相同的工具去除切屑。
Poliangolar旋轉(zhuǎn)拉刀達(dá)到的精度:
如果拉削操作正確,凹槽或外部輪廓的形狀和尺寸將與加工過程中使用的刀具截面的形狀和尺寸相同。理論上零容忍水平。
Poliangolar沖頭是拉削,開槽,嚙合和鉚接問題的理想解決方案。 每個(gè)車間都是的,它很容易安裝在任何機(jī)床上,并可用于鋼,鋁,黃銅,鈦,青銅,塑料和其他合金的加工。
車床如何加工四方孔、六方孔?
Poliangolar旋轉(zhuǎn)拉刀可以代替插床,直接在車床上安裝,并且加工內(nèi)外花鍵、鍵槽等

————— 認(rèn)證資質(zhì) —————
濟(jì)寧本地Poliangolar旋轉(zhuǎn)拉刀熱銷信息