







旋風銑削絲杠加工中螺紋與滾花一次完成工藝,成本低,加工精度要求不太高的產品,其結構設計思路、方案有較好的推廣應用價值。
零件為活動扳手調節開口寬度的螺輪,材料為20號圓鋼,牙側有一定粗糙度要求,切斷處螺牙部需要倒角,中間銷孔與外圓柱面有較好的同軸度。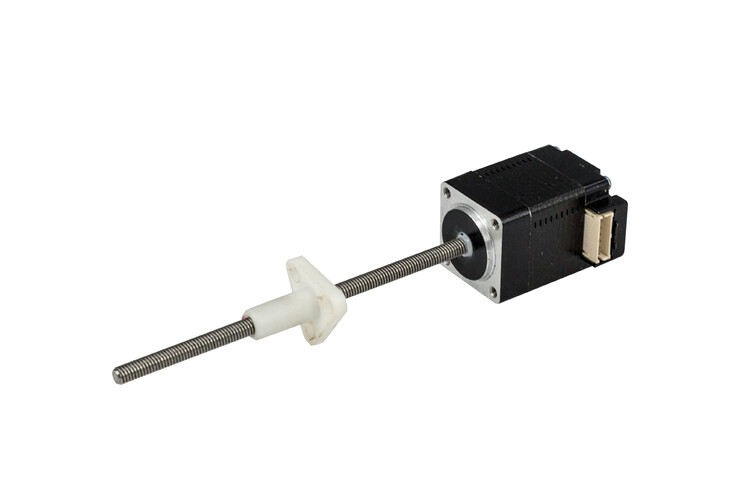
材料是正規牌號的圓鋼,否則工件表面易形成鱗刺等,銑刀易破損崩裂,滾花刀耗損迅速。壓板盡量將滾花刀全部封閉,以防切屑、雜物等濺入。
加工、裝配時使滾花刀在槽內移動較輕松,又不致間隙太大,如果間隙過大,工作時滾刀輪傾斜,滾出的花紋不勻,本身也易損壞。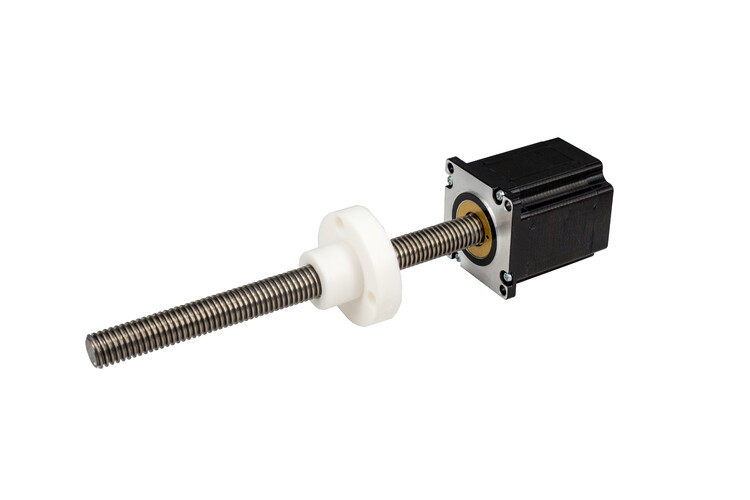
工作時切勿潤滑冷卻滾花刀,以防與之接近的硬質合金刀片受損:先開動車床,讓工件轉動,再擰緊螺桿,防止靜摩擦力過大,工件打滑:選用制造優良的滾花刀減少換刀次數:定期拆開快換蓋板,清理刀槽。
旋風銑削法是一種率的螺紋加工方法,適用于批量較大的螺紋粗加工,其工藝是用硬質合金刀對螺紋進行高速銑削,它具有刀具冷卻好、生產的優點。
即如果驅動同樣大的負載,采用滾珠絲杠可以使用更小的驅動功率,例如更小功率的電機,既可降低成本,亦可降低能耗。
設備由車床改裝,工件轉動,刀盤及滾花刀架移動。去掉車床刀架部分,在溜板上配裝銑削頭及自制跟刀架,將滾花刀裝于跟刀架上,跟刀架置于銑刀盤前面。工件左端用卡盤夾緊,右端去掉尾座,安裝一帶較長空心管的支架,這樣一次可以裝夾較長原料(相當于一次銑削長度的兩倍以上),將銑削部分截斷后加工,可以減少端料浪費。設計時,由光桿帶動絲杠在螺母中轉動,絲桿左端裝彈簧夾頭,工件向左轉動進給,光桿、絲桿皆用空心管加工而成(減少端料浪費)。因為中間懸空較長,可以考慮用輔助支架托起。
滾花刀的裝夾裝置。兩種設計的滾花刀裝置方式相同,只是支承架與機床的連接部分有所區別。在支承架上加工一孔,在加工部位對面橫向過孔中心線銑槽與通孔:槽寬與滾花刀柄等寬,深與刀柄等高,靠近槽接孔處下邊齊槽根部垂直銑一窄細槽,便于滾花擠出的細微鐵屑流出,防止滾花輪滯塞、卡緊。滾花刀用快換蓋板壓住,由帶梅花手柄的螺桿將滾花刀柄頂緊。圓鋼經過導向套后被滾花,緊接著被高速銑削,實現兩道工序一次完成。導向套用工具鋼調質加工而成,其上銑一開口,長與支架端面平。導向套定位銷孔、裝配螺釘與支架配作,要確保開口正對槽中心線。
西安梯形絲桿電機供貨商
更新時間:2020-12-12 06:54:09










